悬辊式水泥管模具

1000×3000水泥制管模具
1000×3000水泥制管模具为定型钢模,筒体、环筋、纵筋、法兰、跑圈各部位焊接工整,并在出厂前对模具各部位进行质量检查,不能有开焊、内壁不光滑等现象;表面喷漆后在模具内壁上涂刷废机油,以防止模具内壁在运输过程中锈蚀。...
产品介绍
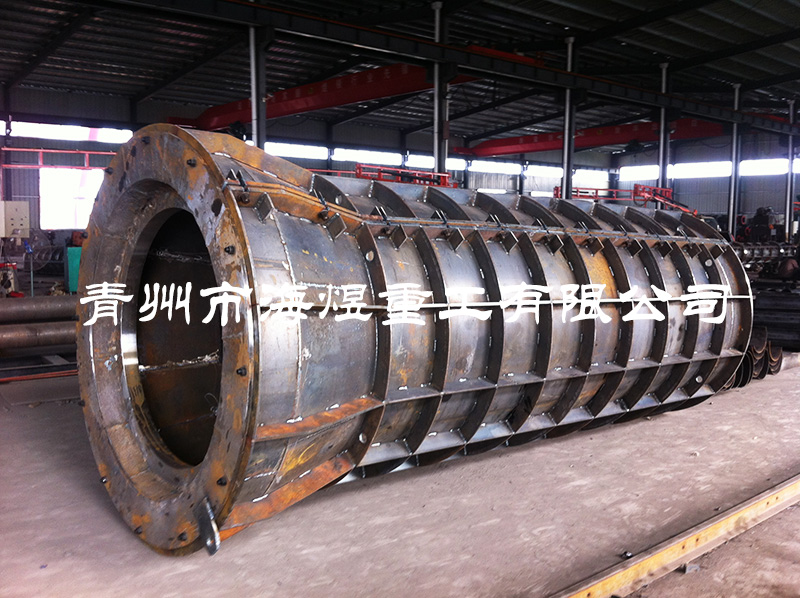
1000×3000水泥制管模具为定型钢模,筒体、环筋、纵筋、法兰、跑圈各部位焊接工整,并在出厂前对模具各部位进行质量检查,不能有开焊、内壁不光滑等现象;表面喷漆后在模具内壁上涂刷废机油,以防止模具内壁在运输过程中锈蚀。
水泥制管模具由钢板和型钢组成,刚度较好,不易变形。涂刷隔离剂后,吊入悬辊机,在钢筋笼放入前先检查钢筋笼的构造稳定性是否完好,是否夹带杂物,安装模具,模具连接是由螺栓及螺母铰接。
悬辊制管成型步骤:
把放好钢筋笼的水泥制管模具用龙门吊车吊起套入悬辊制管机主动轴上(悬管机轴为一端固定,另一端为轴瓦支承,轴瓦安装在可开启的横梁上)。
操纵按钮,悬辊制管机主动轴由主电机带动逆时针旋转,带动模具(内含钢筋笼)一起转动,由慢到快,使转速达到700~800r/min。
由操作台操纵喂料车前后行走,使传送带移动。喂料方式采用“三点”喂料,即浇筑模具前部、后部和中部,然后均匀布料。
由于模具高速旋转,水泥制管模具内混凝土由于离心力的作用附着在管内壁,当混凝土逐渐填满后,由离心力和主动轴碾压双重作用下,模具内混凝土达到密实。当模具内混凝土高出模具内径5~10mm时停止喂料,碾压120~180s后调整电机转速,使之达到1100~1300r/min。再碾压120s左右,用铁锹人工填入赶光灰(由细砂:水泥=1:1拌和),而后切断主电机电源,使主动轴慢慢自然停止,用龙门吊吊入养生池内。
一节φ1000×2000mm的涵管从浇筑开始到完成约需12~15min。浇筑φ1500×2000mm涵管约需25~30min。整个生产过程均需由龙门吊来完成,其中包括从模具清理→安装→吊入悬辊制管机→吊出悬辊制管机→吊入养生池→脱模→成品摆放。
水泥制管模具由钢板和型钢组成,刚度较好,不易变形。涂刷隔离剂后,吊入悬辊机,在钢筋笼放入前先检查钢筋笼的构造稳定性是否完好,是否夹带杂物,安装模具,模具连接是由螺栓及螺母铰接。
悬辊制管成型步骤:
把放好钢筋笼的水泥制管模具用龙门吊车吊起套入悬辊制管机主动轴上(悬管机轴为一端固定,另一端为轴瓦支承,轴瓦安装在可开启的横梁上)。
操纵按钮,悬辊制管机主动轴由主电机带动逆时针旋转,带动模具(内含钢筋笼)一起转动,由慢到快,使转速达到700~800r/min。
由操作台操纵喂料车前后行走,使传送带移动。喂料方式采用“三点”喂料,即浇筑模具前部、后部和中部,然后均匀布料。
由于模具高速旋转,水泥制管模具内混凝土由于离心力的作用附着在管内壁,当混凝土逐渐填满后,由离心力和主动轴碾压双重作用下,模具内混凝土达到密实。当模具内混凝土高出模具内径5~10mm时停止喂料,碾压120~180s后调整电机转速,使之达到1100~1300r/min。再碾压120s左右,用铁锹人工填入赶光灰(由细砂:水泥=1:1拌和),而后切断主电机电源,使主动轴慢慢自然停止,用龙门吊吊入养生池内。
一节φ1000×2000mm的涵管从浇筑开始到完成约需12~15min。浇筑φ1500×2000mm涵管约需25~30min。整个生产过程均需由龙门吊来完成,其中包括从模具清理→安装→吊入悬辊制管机→吊出悬辊制管机→吊入养生池→脱模→成品摆放。