
行业新闻
立式振动水泥制管模具的混凝土浇筑工艺
时间:2015-03-09|阅读:次
立式振动水泥制管模具设计内径4000mm,管壁厚度380mm,每节管子的混凝土量为28.5m3。
水泥管混凝土采用立式振动工艺,一次成型。位于管壁中的钢套筒把管壁分为内外两层,内层厚度95mm,外层厚度285mm,管身总高度5220mm。浇筑时插口位于下部,承口朝上。
1. 分层浇筑
采用混凝土汽车泵车输送混凝土。在模具顶部设一个简易的喇叭口布料器,混凝土由泵车送至布料器,然后垂直下落至仓面。混凝土布料要内、外层均衡上升。
内外层混凝土分层进料,分层振捣,每层厚度50cm。振捣方式采用25mm插入式高频振捣器,振动棒轴长6m,配置4台,每台配2名工人,控制四分之一圆周范围。由2个工人配合操作。内外层每布料一层(50cm高),振捣一次。振捣时分内外层进行,振捣棒的插入间距为30cm,并插入前一浇筑层以下深度,不得小于浇筑高度的1/3,使每层混凝土振捣密实。
混凝土运输车容量为7m3,相对应约100cm高管身的混凝土方量。因此,每车混凝土分为两次沿圆周均匀把料卸完,然后把该浇筑层振捣密实。各工序要紧凑连续作业,各浇筑层间歇时间不能超过混凝土初凝时间,防止出现冷缝。
2. 管子承口浇筑
逐层浇筑上升到接近顶部承口位置时,准备安装承口冲压环。混凝土上浇筑高度宜比承口面高出2cm左右,见下图。把该层混凝土振捣密实后,采用吊机把冲压环放下,利用冲压环自重(5t)压在已振捣密实的混凝土面上,高出部分混凝土在冲压环与钢套筒之间空隙溢高,见下图。确认冲压环就位后,继续浇筑剩余部分混凝土(显示阴影),完成全部混凝土浇筑。浇筑时间控制在4h内。
水泥管混凝土采用立式振动工艺,一次成型。位于管壁中的钢套筒把管壁分为内外两层,内层厚度95mm,外层厚度285mm,管身总高度5220mm。浇筑时插口位于下部,承口朝上。
1. 分层浇筑
采用混凝土汽车泵车输送混凝土。在模具顶部设一个简易的喇叭口布料器,混凝土由泵车送至布料器,然后垂直下落至仓面。混凝土布料要内、外层均衡上升。
内外层混凝土分层进料,分层振捣,每层厚度50cm。振捣方式采用25mm插入式高频振捣器,振动棒轴长6m,配置4台,每台配2名工人,控制四分之一圆周范围。由2个工人配合操作。内外层每布料一层(50cm高),振捣一次。振捣时分内外层进行,振捣棒的插入间距为30cm,并插入前一浇筑层以下深度,不得小于浇筑高度的1/3,使每层混凝土振捣密实。
混凝土运输车容量为7m3,相对应约100cm高管身的混凝土方量。因此,每车混凝土分为两次沿圆周均匀把料卸完,然后把该浇筑层振捣密实。各工序要紧凑连续作业,各浇筑层间歇时间不能超过混凝土初凝时间,防止出现冷缝。
2. 管子承口浇筑
逐层浇筑上升到接近顶部承口位置时,准备安装承口冲压环。混凝土上浇筑高度宜比承口面高出2cm左右,见下图。把该层混凝土振捣密实后,采用吊机把冲压环放下,利用冲压环自重(5t)压在已振捣密实的混凝土面上,高出部分混凝土在冲压环与钢套筒之间空隙溢高,见下图。确认冲压环就位后,继续浇筑剩余部分混凝土(显示阴影),完成全部混凝土浇筑。浇筑时间控制在4h内。
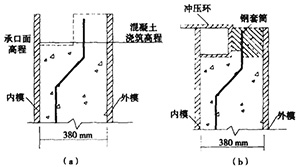
承口浇筑示意图
3. 混凝土养护
为了提高混凝土的早期强度,加快模具周转速度,管身混凝土采用蒸汽养护,混凝土强度达到设计强度80%后开始脱模,并进行吊装。
3.1 蒸汽管采用50.8mm耐高温高压胶管从蒸汽房接气至蒸养池底部。在池底布置50.8mm环形镀锌管,在镀锌管上均匀布设出气小孔;并从底座底部预埋一条通气管至混凝土管中内通气,确保混凝土管内外均匀通气,池顶部用帆布覆盖。
测温点在管身高度方向布置3层,第一层距池底部0.5m,第二层距底部2.5m,第三层距底部4.5m。在每层测温点水平面上,紧贴管子的内外模上分别设2点,并设12个测温点。
3.2 蒸汽养护分4个阶段进行控制。
3.2.1 预养。混凝土浇注完成后,在自然状态下静置4h。
3.2.2 升温。升温速度控制在20-25℃/h,每半小时测温一次,并准确做好温度及时间纪录。
3.2.3 恒温。蒸养内温度上升至75-80℃后即进入恒温阶段,持续时间为4h,每小时测温一次。
3.2.4 降温。降温速度不超过20℃/h,达到自然温度后即可开始脱模。整个养护过程持续时间为14h。
为了提高混凝土的早期强度,加快模具周转速度,管身混凝土采用蒸汽养护,混凝土强度达到设计强度80%后开始脱模,并进行吊装。
3.1 蒸汽管采用50.8mm耐高温高压胶管从蒸汽房接气至蒸养池底部。在池底布置50.8mm环形镀锌管,在镀锌管上均匀布设出气小孔;并从底座底部预埋一条通气管至混凝土管中内通气,确保混凝土管内外均匀通气,池顶部用帆布覆盖。
测温点在管身高度方向布置3层,第一层距池底部0.5m,第二层距底部2.5m,第三层距底部4.5m。在每层测温点水平面上,紧贴管子的内外模上分别设2点,并设12个测温点。
3.2 蒸汽养护分4个阶段进行控制。
3.2.1 预养。混凝土浇注完成后,在自然状态下静置4h。
3.2.2 升温。升温速度控制在20-25℃/h,每半小时测温一次,并准确做好温度及时间纪录。
3.2.3 恒温。蒸养内温度上升至75-80℃后即进入恒温阶段,持续时间为4h,每小时测温一次。
3.2.4 降温。降温速度不超过20℃/h,达到自然温度后即可开始脱模。整个养护过程持续时间为14h。
