水泥电杆模具

190顶15米电杆模具
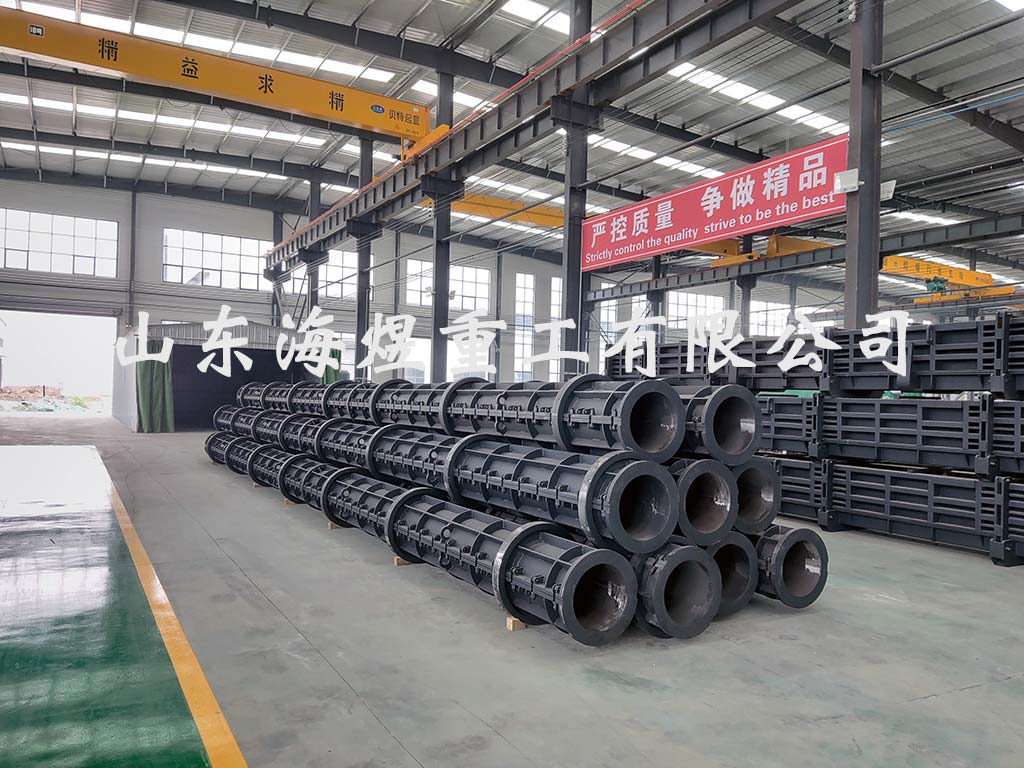
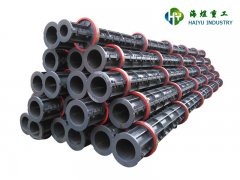
电杆模具为两半式结构,生产时须先用压型机把8mm厚的钢板压成符合电杆外形尺寸的要求,再借助法兰、环筋、纵筋加固筒体,使模具能够承受离心过程中各种作用力,最后把电线杆模具跑轮用车床整体通车,出厂检验,合格后即为电杆模具成品。...
产品介绍
电杆模具为两半式结构,生产时须先用压型机把8mm厚的钢板压成符合电杆外形尺寸的要求,再借助法兰、环筋、纵筋加固筒体,使模具能够承受离心过程中各种作用力,最后把电线杆模具跑轮用车床整体通车,出厂检验,合格后即为电杆模具成品。
电杆模具是电杆生产的重要设备之一。既是造型的模具,双是施加预应力的设备。它在生产过程中由于受到离心力、振动力、热应力和疲劳应力的作用,极易产生变形乃至破坏。所以,在设计时,除应满足所要求的尺寸要精确、结构要简单、拆装要方便外,还必须具有足够的强度和刚度。
目前,电杆模具已有部颁标准(JC364),这对统一模具技术要求,保证产品质量起着积极的作用,但根据模具在制造及使用中的情况,似应作以下改进。
1. 模具企口的设计应以保证不漏浆、易加工、操作方便为原则。模具的企口形式有阶梯形和凹凸形两种,凹凸形密封性能好,但砂浆容易进入,不易清理,而阶梯形则相反。
2. 用螺栓连接的组装式跑轮,由于螺栓易松动、折断,宜改为焊接式跑轮,并把材料改为A3钢板。
3. 加强板一般由25×100扁钢经锻压镗削后与管体铆接或焊接而成。一般来讲,铆接的性能较好。铆接有热铆和冷铆两种。热铆是先将铆钉加热至500~600℃,然后铆接;冷铆则是直接用液压冷铆机铆接。铆接压力为20~40t。冷铆时铆钉有冷硬作用,可提高钢模刚度。
电杆模具是电杆生产的重要设备之一。既是造型的模具,双是施加预应力的设备。它在生产过程中由于受到离心力、振动力、热应力和疲劳应力的作用,极易产生变形乃至破坏。所以,在设计时,除应满足所要求的尺寸要精确、结构要简单、拆装要方便外,还必须具有足够的强度和刚度。
目前,电杆模具已有部颁标准(JC364),这对统一模具技术要求,保证产品质量起着积极的作用,但根据模具在制造及使用中的情况,似应作以下改进。
1. 模具企口的设计应以保证不漏浆、易加工、操作方便为原则。模具的企口形式有阶梯形和凹凸形两种,凹凸形密封性能好,但砂浆容易进入,不易清理,而阶梯形则相反。
2. 用螺栓连接的组装式跑轮,由于螺栓易松动、折断,宜改为焊接式跑轮,并把材料改为A3钢板。
3. 加强板一般由25×100扁钢经锻压镗削后与管体铆接或焊接而成。一般来讲,铆接的性能较好。铆接有热铆和冷铆两种。热铆是先将铆钉加热至500~600℃,然后铆接;冷铆则是直接用液压冷铆机铆接。铆接压力为20~40t。冷铆时铆钉有冷硬作用,可提高钢模刚度。