
技术资料
电杆模具检修工艺第八章 风电焊知识
时间:2015-01-09|阅读:次
一、电焊基本知识
1. 焊工应具备的辅助工具:手锤、尖头锤、凿子、钢丝刷、锉刀、砂轮等。为防止焊工触电和手、面被弧光、飞溅金属损伤,焊接时必须穿戴工作服、皮革手套、防护面罩、帽子、绝缘鞋、脚盖等。
2. 坡口及除锈:当材料较厚焊不透时,焊接前必须按GB985规定开坡口,开坡口后应把焊件上的油锈等清除干净。
3. 焊条选择:试焊前必须根据材料的性能选择焊条。一般低碳钢焊接时,常用结422型低碳钢焊条;低合金钢和中碳钢的焊接可选用结506和结507等焊条。
T42-2焊条 焊缝抗拉强度≥42MPa,药皮为钛钙型,交直流两用;
T50-6焊条 焊缝抗拉强度≥50Mpa,药皮为碱性低氢型,交直流两用;
T50-7焊条 焊缝抗拉强度≥50MPa,药皮为碱性低氢型,直流电焊接。
二、手工电弧焊工艺
1. 接头型式的选择:焊接接头型式一般根据焊件厚度、结构型式,对强度的要求及施工条件等情况来选择。常用的接头型式有对接接头、角接接头、丁字接头和搭接接头等。
2. 开坡口的目的:保证焊接焊透。为便于焊透,焊件间还应留1~2mm的间隙。为防止焊件烧穿,坡口处要留2~4mm的根高。坡口角度一般为60°~70°(图1)。
1. 焊工应具备的辅助工具:手锤、尖头锤、凿子、钢丝刷、锉刀、砂轮等。为防止焊工触电和手、面被弧光、飞溅金属损伤,焊接时必须穿戴工作服、皮革手套、防护面罩、帽子、绝缘鞋、脚盖等。
2. 坡口及除锈:当材料较厚焊不透时,焊接前必须按GB985规定开坡口,开坡口后应把焊件上的油锈等清除干净。
3. 焊条选择:试焊前必须根据材料的性能选择焊条。一般低碳钢焊接时,常用结422型低碳钢焊条;低合金钢和中碳钢的焊接可选用结506和结507等焊条。
T42-2焊条 焊缝抗拉强度≥42MPa,药皮为钛钙型,交直流两用;
T50-6焊条 焊缝抗拉强度≥50Mpa,药皮为碱性低氢型,交直流两用;
T50-7焊条 焊缝抗拉强度≥50MPa,药皮为碱性低氢型,直流电焊接。
二、手工电弧焊工艺
1. 接头型式的选择:焊接接头型式一般根据焊件厚度、结构型式,对强度的要求及施工条件等情况来选择。常用的接头型式有对接接头、角接接头、丁字接头和搭接接头等。
2. 开坡口的目的:保证焊接焊透。为便于焊透,焊件间还应留1~2mm的间隙。为防止焊件烧穿,坡口处要留2~4mm的根高。坡口角度一般为60°~70°(图1)。
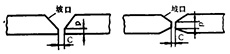
图1 焊接接头处的根高(P)和间隙(C)
3. 焊缝的空间位置:根据焊接操作时焊缝的空间位置不同,可分平焊、横焊、立焊和仰焊四种。其中平焊的操作最方便,且生产效率高,易于保证质量,所以应尽量采用平焊。
4. 焊接规范的选择:焊接规范主要指焊条直径和焊接电流等。
焊条直径:焊条直径的选择主要取决于焊件厚度,同时还应考虑焊缝位置等因素。一般厚度越大,选用的直径越粗(表1)。立焊时焊条直径≤5mm,仰焊及横焊时≤4mm。
焊接电流:增大焊接电流能提高生产率,但电流太大会造成焊缝咬边烧穿和金属飞溅。电流太小则电弧不稳定,会造成夹渣、未焊透等缺陷,且生产率低。焊接电流的选择可参考下面经验公式:
I=(35~55)d
式中:I=焊接电流(A);d=焊条直径(mm);
横焊和立焊时,焊接电流应减少10~15%,仰焊时应减少15~20%。
5. 操作方法
5.1 引弧:有敲击法和划擦法两种。敲击法引弧是将焊条垂直地接触焊件表面,当形成短路后,立即将焊条提起。划擦法引弧与擦火柴相拟,将焊条与焊件表面划动一下,即可引燃电弧。
5.2 弧长控制:电弧过长焊缝易吸收有害气体,还会发生焊不透现象;电弧过短则会使焊条粘着焊件。一般规定正常的电弧长度为(0.3~1.1)d,d为焊条直径。焊接时,焊工应以与焊条熔化速度相同的速度将焊条送入电弧中,以保持电弧的长度不变。
5.3 运条:电弧引燃后,焊条要沿焊接方向移动,移动的速度(焊接速度)应适当,太快焊不透,太慢则焊缝过高甚至焊穿。为获得所需宽度的焊缝,焊接时焊条还必须作横向摆动,摆动幅度应力求均匀一致,以获得同样宽度的焊缝。
5.4 焊缝的填敷:为减少焊件的应力和变形,应根据不同的焊缝长度,采用不同的填敷方法。焊缝长度250~1000mm的,从中间向两端焊接(或分段反向焊接);焊接长度大于1000mm的,从中间向两端分段反向焊接。对焊缝较长的焊件,应先进行点焊固定,然后再焊接。对于较厚的焊件,应采用多层填敷方法焊接。
三、焊条的贮存和保管
1. 焊条必须分类、分牌号存放,避免混放。
2. 焊条应存放在干燥处,防止受潮变质。焊条一旦受潮,必须烘干方可使用。
四、风焊工的基本知识
1. 氧气 氧气是一种活泼的助燃气体,能与多种物质化合。氧气的化合能力随压力的加大和温度和升高而增强。高压氧气与油脂等易燃品接触时,会使易燃品燃烧甚至爆炸,所以必须特别注意安全,尤其是氧气瓶咀、氧气表、氧气管、焊炬及割矩等严禁油脂沾污。焊接用氧气一般分二级,一级纯度不低于99.2%,二级纯度不低于98.5%。氧气的纯度对焊割的质量、速度及本身的消耗量都有直接关系。
2. 乙炔发生器的作用及注意事项
乙炔发生器是利用电石和水接触反应制取乙炔的主要设备。使用乙炔发生器时应首先检查回火防止器的装置是否完好,乙炔发生器是滞漏气。夏天使用不应曝晒。冬天乙炔发生器冻结时,只能用热水解冻,严禁火烤。桶中水在作用过程中不能过浓,使用后必须把桶中污水放尽并冲刷干净。操作时严禁烟火靠近和金属敲击。
五、风电焊的安全问题
1. 安全用电
(1)焊工必须懂得用电基本常识;(2)电焊设备必须有接地装置,安装和检修必须由电工进行;(3)电焊钳应有可靠的绝缘性能;(4)在容器内焊接时,要采用绝缘衬垫来保障焊工与焊件间绝缘;(5)发生触电事故时应迅速切断电源,严禁用手直接拉触电人员。
2. 电焊工安全操作技术
(1)施工中应注意防止电弧光辐射对人体的损害;(2)防止飞溅金属造成灼伤和火灾;(3)防止有害气体中毒;(4)严禁在有压力的容器上焊接;(5)高空作业必须带好安全带、安全帽。
3. 气瓶的安全使用
(1)气瓶口(特别是氧气瓶口)严禁油脂;(2)使用前后应妥善安放,避免冲击和振动,如有漏气现象应及时检修;(3)搬运气瓶时应把防护帽装好,保护帽只能用手或扳手旋下,严禁锤击;(4)夏天作业时,气瓶应放在阴凉处,以防烈日曝晒而引起气体膨胀,发生爆炸事故;(5)不可将瓶内气体全部用完,至少留1~2个大气压的气体;(6)使用时,气瓶应离易燃物口5m以外。
4. 减压器的安全使用
(1)安装减压器前,应略微开启气瓶阀门吹除污物;(2)减压器调压螺丝应在松懈状态下才能打开瓶阀,开记时要缓慢,不可用力过大;(3)调压时应缓慢旋转调压螺丝,以防高压气体冲坏弹性薄膜装置;(4)停止工作时应先松减压器的调压螺丝然后再关瓶阀,把减压器内的气体慢慢放尽。
5. 乙炔发生器的安全使用
(1)必须熟悉发生器的构造、原理、维修和保养;(2)定期检查安全阀,如有失灵应及时修理;(3)加入电石量及颗粒度必须按规定进行;(4)发生器必须附有回火防止装置,并保持安全的标准水位;(5)发生器要安置在空气流通处,离明火10m以外。
6. 气焊、气割的安全操作
6.1 焊炬和割炬的使用规范:点火前首先打开乙炔阀门开关,再稍开些氧气,然后开始点火,点火后调整氧-乙炔火焰。发生故障时,要先关氧气再关乙炔。操作过程中如发生回火现象应立即关闭焊割炬上的氧气阀,以免火焰倒流烧坏焊割炬或发生爆炸事故。
6.2 每只减压器上史允许接一把焊炬或割炬。
6.3 氧气管和乙炔管必须有区别(氧气管为红色、乙炔管为绿色),新皮管使用前应先用压缩空气将皮管内的杂质吹除。
6.4 皮管横跨道路与轨道时,应从轨道下或空中穿过。
6.5 操作前应检查皮管、焊炬、割矩是否漏气,焊咀割咀是否阻塞,如有可用针扎通。
6.6 储存过油类的容器需焊割时,必须先用碱水将容器内刷干净,打开孔盖并充分做好防护工作后方可进行。
6.7 大型容器内焊割时,外面应有人监护,如未完成,严禁将焊割炬放在里面,以防接头漏气而引起事故。
6.8 超过3m高度焊割时,必须使用安全带。
4. 焊接规范的选择:焊接规范主要指焊条直径和焊接电流等。
焊条直径:焊条直径的选择主要取决于焊件厚度,同时还应考虑焊缝位置等因素。一般厚度越大,选用的直径越粗(表1)。立焊时焊条直径≤5mm,仰焊及横焊时≤4mm。
表1 焊条直径的选择
| 焊件厚度mm | 2 | 3 | 4~5 | 6~12 | >13 |
| 焊条直径mm | 2 | 3.2 | 3.2~4 | 4~5 | 4~6 |
焊接电流:增大焊接电流能提高生产率,但电流太大会造成焊缝咬边烧穿和金属飞溅。电流太小则电弧不稳定,会造成夹渣、未焊透等缺陷,且生产率低。焊接电流的选择可参考下面经验公式:
I=(35~55)d
式中:I=焊接电流(A);d=焊条直径(mm);
横焊和立焊时,焊接电流应减少10~15%,仰焊时应减少15~20%。
5. 操作方法
5.1 引弧:有敲击法和划擦法两种。敲击法引弧是将焊条垂直地接触焊件表面,当形成短路后,立即将焊条提起。划擦法引弧与擦火柴相拟,将焊条与焊件表面划动一下,即可引燃电弧。
5.2 弧长控制:电弧过长焊缝易吸收有害气体,还会发生焊不透现象;电弧过短则会使焊条粘着焊件。一般规定正常的电弧长度为(0.3~1.1)d,d为焊条直径。焊接时,焊工应以与焊条熔化速度相同的速度将焊条送入电弧中,以保持电弧的长度不变。
5.3 运条:电弧引燃后,焊条要沿焊接方向移动,移动的速度(焊接速度)应适当,太快焊不透,太慢则焊缝过高甚至焊穿。为获得所需宽度的焊缝,焊接时焊条还必须作横向摆动,摆动幅度应力求均匀一致,以获得同样宽度的焊缝。
5.4 焊缝的填敷:为减少焊件的应力和变形,应根据不同的焊缝长度,采用不同的填敷方法。焊缝长度250~1000mm的,从中间向两端焊接(或分段反向焊接);焊接长度大于1000mm的,从中间向两端分段反向焊接。对焊缝较长的焊件,应先进行点焊固定,然后再焊接。对于较厚的焊件,应采用多层填敷方法焊接。
三、焊条的贮存和保管
1. 焊条必须分类、分牌号存放,避免混放。
2. 焊条应存放在干燥处,防止受潮变质。焊条一旦受潮,必须烘干方可使用。
四、风焊工的基本知识
1. 氧气 氧气是一种活泼的助燃气体,能与多种物质化合。氧气的化合能力随压力的加大和温度和升高而增强。高压氧气与油脂等易燃品接触时,会使易燃品燃烧甚至爆炸,所以必须特别注意安全,尤其是氧气瓶咀、氧气表、氧气管、焊炬及割矩等严禁油脂沾污。焊接用氧气一般分二级,一级纯度不低于99.2%,二级纯度不低于98.5%。氧气的纯度对焊割的质量、速度及本身的消耗量都有直接关系。
2. 乙炔发生器的作用及注意事项
乙炔发生器是利用电石和水接触反应制取乙炔的主要设备。使用乙炔发生器时应首先检查回火防止器的装置是否完好,乙炔发生器是滞漏气。夏天使用不应曝晒。冬天乙炔发生器冻结时,只能用热水解冻,严禁火烤。桶中水在作用过程中不能过浓,使用后必须把桶中污水放尽并冲刷干净。操作时严禁烟火靠近和金属敲击。
五、风电焊的安全问题
1. 安全用电
(1)焊工必须懂得用电基本常识;(2)电焊设备必须有接地装置,安装和检修必须由电工进行;(3)电焊钳应有可靠的绝缘性能;(4)在容器内焊接时,要采用绝缘衬垫来保障焊工与焊件间绝缘;(5)发生触电事故时应迅速切断电源,严禁用手直接拉触电人员。
2. 电焊工安全操作技术
(1)施工中应注意防止电弧光辐射对人体的损害;(2)防止飞溅金属造成灼伤和火灾;(3)防止有害气体中毒;(4)严禁在有压力的容器上焊接;(5)高空作业必须带好安全带、安全帽。
3. 气瓶的安全使用
(1)气瓶口(特别是氧气瓶口)严禁油脂;(2)使用前后应妥善安放,避免冲击和振动,如有漏气现象应及时检修;(3)搬运气瓶时应把防护帽装好,保护帽只能用手或扳手旋下,严禁锤击;(4)夏天作业时,气瓶应放在阴凉处,以防烈日曝晒而引起气体膨胀,发生爆炸事故;(5)不可将瓶内气体全部用完,至少留1~2个大气压的气体;(6)使用时,气瓶应离易燃物口5m以外。
4. 减压器的安全使用
(1)安装减压器前,应略微开启气瓶阀门吹除污物;(2)减压器调压螺丝应在松懈状态下才能打开瓶阀,开记时要缓慢,不可用力过大;(3)调压时应缓慢旋转调压螺丝,以防高压气体冲坏弹性薄膜装置;(4)停止工作时应先松减压器的调压螺丝然后再关瓶阀,把减压器内的气体慢慢放尽。
5. 乙炔发生器的安全使用
(1)必须熟悉发生器的构造、原理、维修和保养;(2)定期检查安全阀,如有失灵应及时修理;(3)加入电石量及颗粒度必须按规定进行;(4)发生器必须附有回火防止装置,并保持安全的标准水位;(5)发生器要安置在空气流通处,离明火10m以外。
6. 气焊、气割的安全操作
6.1 焊炬和割炬的使用规范:点火前首先打开乙炔阀门开关,再稍开些氧气,然后开始点火,点火后调整氧-乙炔火焰。发生故障时,要先关氧气再关乙炔。操作过程中如发生回火现象应立即关闭焊割炬上的氧气阀,以免火焰倒流烧坏焊割炬或发生爆炸事故。
6.2 每只减压器上史允许接一把焊炬或割炬。
6.3 氧气管和乙炔管必须有区别(氧气管为红色、乙炔管为绿色),新皮管使用前应先用压缩空气将皮管内的杂质吹除。
6.4 皮管横跨道路与轨道时,应从轨道下或空中穿过。
6.5 操作前应检查皮管、焊炬、割矩是否漏气,焊咀割咀是否阻塞,如有可用针扎通。
6.6 储存过油类的容器需焊割时,必须先用碱水将容器内刷干净,打开孔盖并充分做好防护工作后方可进行。
6.7 大型容器内焊割时,外面应有人监护,如未完成,严禁将焊割炬放在里面,以防接头漏气而引起事故。
6.8 超过3m高度焊割时,必须使用安全带。
