
技术资料
芯模振动水泥制管机制管时的常见问题
时间:2015-05-10|阅读:次
芯模振动水泥制管机,是我国在上世纪90年代从丹麦佩德哈勃公司和德国MBK公司引进的先进制管装备。生产的产品品种有1000~3000的柔性接口钢承口、柔性接口企口、带基座柔性接口承插口排水管。基本覆盖了市场所需的品种和管材发展的方向,其中带基座柔性接口排水管是国内首创。该设备工艺具备:1)效率高;2)能耗低;3)环保;4)节省水泥;5)安全性好等诸多优点。
由于国内在管材设计、工艺要求以及原材料选用等方面的特点,该设备工艺在使用过程中逐渐暴露出一些适应性和缺陷性的问题:1)管体的变形;2)管体结构的合理性;3)新管材品种的开发。下面就上述问题和由此延伸出的一些问题,结合工程实际应用进行分析探讨。
1. 管体的变形
芯模振动工艺采用即时脱模的方式生产,这是和其他工艺(离心、悬辊、立式振捣等工艺)带模养护生产的本质区别。由于失去了模型的支护作用,直立式养护的混凝土管材处于弱约束状态,初凝之前在重力作用之下产生不均匀沉降,造成管体变形,尤其是上端管口变形严重,这种形变对管材质量影响极为不利。为了保证工程管线的密封性,国标《混凝土和钢筋混凝土排水管》GB/T11836中对管口的不圆度有严格的限制,要求控制在±2mm。我们在产品检测过程中,发现没有采取任何保护措施的管材上端管口不圆度大多超过了±2mm,最高达到 ±10mm,所有变形呈现以下特点:1)变形的状态基本是由圆形变为椭圆形;2)变形全部集中在上口;3)随着管径的增大,变形的程度和概率呈下降趋势;4)管口变形短轴方向的管长偏差较大,最大值在10mm。
分析上述情况,变形的原因:1)上口自由端距下口固定端(底托固定)较长(3000mm以上),管体的微小的变形,对上口端变形影响较大;2)管节成型过程中的管体尺寸偏差是一个重要诱发因素;3)管体的自然沉降和管体的不完全垂直于地面是产生变形的主要原因;4)天车起吊过程中起吊中线和管体中线不完全重合,偏心力使管体变形。以上第1条是无法改变的基本情况,第4条完全是人为因素,下面重点阐述第2、3条形成的原因及产生的后果。
由于芯模振动设备本身具有的一些特点:1)底托和振动环之间必须留0.5mm左右的间隙,以及底托和振动环之间的密封橡胶圈;2)调整振动环水平时存在一定的偏差(±1mm);3)磨口圈外径设计时必须和外模之间留有2mm空隙量以及磨口圈本身的安装精度和刚度变形量。以上3项给底托以及外模的整体倾斜预留了空间及可能。根据实测的数据,倾斜造成管材两边壁厚偏差5~10mm,同时形成同一管材两侧出现不一样长的现象,这时管材的重心也发生了偏移。
在此状态下进行管材的蒸汽养生,由于混凝土抵抗变形强度不够很容易形成管口上端变形。这种变形是工艺本身和混凝土的特点造成的,要彻底解决很困难,经济简便的方法就是制做护口圈,对易变形的管体上口在混凝土未达到强度之前进行必要的保护。对原设计钢护口圈我们简化了设计,经过多次修改后,重量比原设计减少了 1/3,节省了成本,降低了操作难度。
2. 管体的结构
芯模振动工艺生产的柔性接口企口管材,在施工过程中出现承口端轴向裂缝,尤其是在施工不规范操作时,出现的频率较高,影响了该种管型在市场中的推广应用。对上述情况的出现当时我们有两种假设:
2.1 管口尺寸结构不合理
一是承插口太长(140~145mm);二是承口和插口之间的接口缝太小。但经过仔细分析和解决方案的制定,基本排除了管口尺寸结构不合理的可能性。
首先,从Φ2000管旋转0.5度后安装接口图分析(见图1),不可能出现A、B以及C、D点的直接挤压。其次,考虑到插口的长度不宜过短。因为各工艺(包括离心、悬辊、立式振捣等工艺)的产品端头钢筋骨架到位情况并不是很理想,如插口太短极容易造成受力位置缺少钢筋的情况。另外,施工中发现接口缝小有以下优点:1)接缝不易出现内部严重错台;2)密封胶圈尺寸小不易跑位,密封效果较好;3)节省胶圈的用量。
由于国内在管材设计、工艺要求以及原材料选用等方面的特点,该设备工艺在使用过程中逐渐暴露出一些适应性和缺陷性的问题:1)管体的变形;2)管体结构的合理性;3)新管材品种的开发。下面就上述问题和由此延伸出的一些问题,结合工程实际应用进行分析探讨。
1. 管体的变形
芯模振动工艺采用即时脱模的方式生产,这是和其他工艺(离心、悬辊、立式振捣等工艺)带模养护生产的本质区别。由于失去了模型的支护作用,直立式养护的混凝土管材处于弱约束状态,初凝之前在重力作用之下产生不均匀沉降,造成管体变形,尤其是上端管口变形严重,这种形变对管材质量影响极为不利。为了保证工程管线的密封性,国标《混凝土和钢筋混凝土排水管》GB/T11836中对管口的不圆度有严格的限制,要求控制在±2mm。我们在产品检测过程中,发现没有采取任何保护措施的管材上端管口不圆度大多超过了±2mm,最高达到 ±10mm,所有变形呈现以下特点:1)变形的状态基本是由圆形变为椭圆形;2)变形全部集中在上口;3)随着管径的增大,变形的程度和概率呈下降趋势;4)管口变形短轴方向的管长偏差较大,最大值在10mm。
分析上述情况,变形的原因:1)上口自由端距下口固定端(底托固定)较长(3000mm以上),管体的微小的变形,对上口端变形影响较大;2)管节成型过程中的管体尺寸偏差是一个重要诱发因素;3)管体的自然沉降和管体的不完全垂直于地面是产生变形的主要原因;4)天车起吊过程中起吊中线和管体中线不完全重合,偏心力使管体变形。以上第1条是无法改变的基本情况,第4条完全是人为因素,下面重点阐述第2、3条形成的原因及产生的后果。
由于芯模振动设备本身具有的一些特点:1)底托和振动环之间必须留0.5mm左右的间隙,以及底托和振动环之间的密封橡胶圈;2)调整振动环水平时存在一定的偏差(±1mm);3)磨口圈外径设计时必须和外模之间留有2mm空隙量以及磨口圈本身的安装精度和刚度变形量。以上3项给底托以及外模的整体倾斜预留了空间及可能。根据实测的数据,倾斜造成管材两边壁厚偏差5~10mm,同时形成同一管材两侧出现不一样长的现象,这时管材的重心也发生了偏移。
在此状态下进行管材的蒸汽养生,由于混凝土抵抗变形强度不够很容易形成管口上端变形。这种变形是工艺本身和混凝土的特点造成的,要彻底解决很困难,经济简便的方法就是制做护口圈,对易变形的管体上口在混凝土未达到强度之前进行必要的保护。对原设计钢护口圈我们简化了设计,经过多次修改后,重量比原设计减少了 1/3,节省了成本,降低了操作难度。
2. 管体的结构
芯模振动工艺生产的柔性接口企口管材,在施工过程中出现承口端轴向裂缝,尤其是在施工不规范操作时,出现的频率较高,影响了该种管型在市场中的推广应用。对上述情况的出现当时我们有两种假设:
2.1 管口尺寸结构不合理
一是承插口太长(140~145mm);二是承口和插口之间的接口缝太小。但经过仔细分析和解决方案的制定,基本排除了管口尺寸结构不合理的可能性。
首先,从Φ2000管旋转0.5度后安装接口图分析(见图1),不可能出现A、B以及C、D点的直接挤压。其次,考虑到插口的长度不宜过短。因为各工艺(包括离心、悬辊、立式振捣等工艺)的产品端头钢筋骨架到位情况并不是很理想,如插口太短极容易造成受力位置缺少钢筋的情况。另外,施工中发现接口缝小有以下优点:1)接缝不易出现内部严重错台;2)密封胶圈尺寸小不易跑位,密封效果较好;3)节省胶圈的用量。
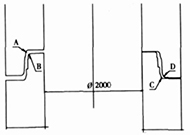
图1 Φ2000管旋转0.5度后安装示意图
2.2 接口部位力学性能不合理
即管材承口端钢筋的配置不合理。图2a)是原设计管体承口端钢筋配置,图2b)是修改设计后的管材承口端钢筋配置。
依据裂缝出现和发展机理,承口端由于密封橡胶圈超标准压缩(这种情况非常普遍)而承受反作用力即张拉力,承口内壁首先出现裂缝,随着裂缝的扩展,钢筋开始发挥作用即开始承受拉力,以达到力的平衡。现以Φ2000 管为例,计算钢筋承受拉力出现0.2mm的变形时,管体承口的拉力。P=δP0.2S=3.14×52×440=34540N(其中,冷轧带肋钢筋δP0.2值应不小于公称抗拉强度的80%即不小于550×80%=440N/mm2)。在34540N张拉力下管内壁裂缝宽度计算:图2a)所示裂缝宽度X=100×0.2/25=0.8mm(式中25mm为钢筋保护层厚度)。图2b)所示裂缝宽度X=100×0.2/75=0.26 mm。
即管材承口端钢筋的配置不合理。图2a)是原设计管体承口端钢筋配置,图2b)是修改设计后的管材承口端钢筋配置。
依据裂缝出现和发展机理,承口端由于密封橡胶圈超标准压缩(这种情况非常普遍)而承受反作用力即张拉力,承口内壁首先出现裂缝,随着裂缝的扩展,钢筋开始发挥作用即开始承受拉力,以达到力的平衡。现以Φ2000 管为例,计算钢筋承受拉力出现0.2mm的变形时,管体承口的拉力。P=δP0.2S=3.14×52×440=34540N(其中,冷轧带肋钢筋δP0.2值应不小于公称抗拉强度的80%即不小于550×80%=440N/mm2)。在34540N张拉力下管内壁裂缝宽度计算:图2a)所示裂缝宽度X=100×0.2/25=0.8mm(式中25mm为钢筋保护层厚度)。图2b)所示裂缝宽度X=100×0.2/75=0.26 mm。
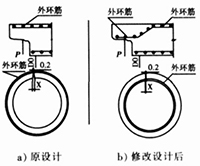
图2 管材承口钢筋配置示意图
由上面计算得到,两种不同钢筋布置方式在钢筋用量相同的情况下,差异极大的两种结果。
3. 结语
通过对芯模振动制管工艺引进的消化和吸收,我们在克服了缺乏设备图纸,没有专家指导,没有先例可借鉴以及国内市场的较复杂情况下,采取循序渐进,逐点解决问题的方法,同时充分发挥设备本身的先进性能,开发出了新的功能和新的产品,以创新的精神努力适应和开拓了市场。
3. 结语
通过对芯模振动制管工艺引进的消化和吸收,我们在克服了缺乏设备图纸,没有专家指导,没有先例可借鉴以及国内市场的较复杂情况下,采取循序渐进,逐点解决问题的方法,同时充分发挥设备本身的先进性能,开发出了新的功能和新的产品,以创新的精神努力适应和开拓了市场。
