
技术资料
水泥制管机组电气控制与生产工艺流程
时间:2017-02-03|阅读:次
1. 水泥制管机组生产工艺流程
水泥制管机组生产工艺流程如图1所示。生产工艺设备组成如下:水泥料仓、碎石料仓、料车及卷扬机、混凝土搅拌机、运输皮带及皮带机移动小车、水泥制管机。
水泥制管机组生产工艺流程如图1所示。生产工艺设备组成如下:水泥料仓、碎石料仓、料车及卷扬机、混凝土搅拌机、运输皮带及皮带机移动小车、水泥制管机。
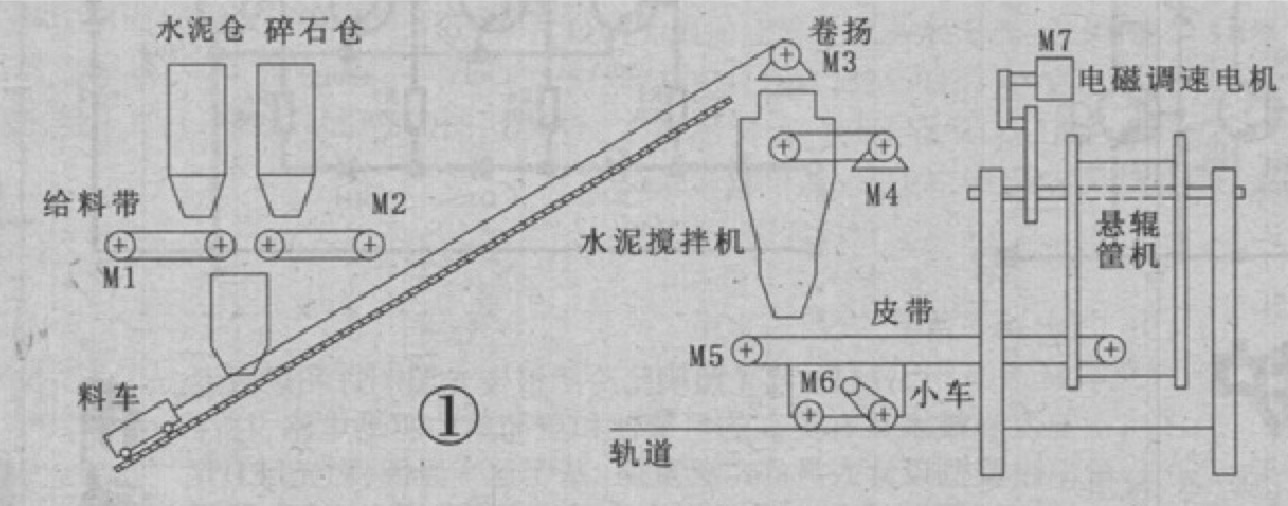
生产工艺流程如下:先给混凝土搅拌机装料:开水泥和碎石皮带式给料机。水泥与碎石落入料车中。料车装满料以后,停止给料。开料车卷扬机,把料运输到混凝土搅拌机接料斗。混凝土搅拌机装完料以后,停止上料。再开混凝土搅拌机。混凝土搅拌好以后,再开皮带机移动小车。把皮带机运送到被悬辊吊挂的模具中心下部。然后开皮带机,开水泥制管机。打开搅拌机放料口,搅拌好的混凝土流入移动皮带内,运输到水泥管模具内。制管初期悬辊的转速稍慢,慢慢地调高转速。水泥制管机在运转过程中,首先主轴借助空套在轴上的模具两端的滚圈与主轴之间的摩擦力带动模具旋转。模具内的物料在离心力与模具内壁的摩擦力作用下,分布在模具内壁上。物料加到一定程度后初步成型。继续加料,使管内密度越来越高。加料结束后,使模具与水泥管高速旋转。水泥管在辊轴压力与离心力的共同作用下,密实程度达到要求,水泥管成型。然后,把移动皮带开到水泥制管机外。用龙门吊把模具与水泥管吊住,再拆下并移走辊轴。用龙门吊把模具吊到空地,让水泥管自然养护或蒸汽养护。养护完毕后,再拆去模具,水泥管即成型为成品。
2. 水泥制管机组电气控制
2.1 主回路电路
水泥制管机组电气控制的主回路电路如图2所示。机组中有七台电机。料车卷扬机、移动皮带机小车、混凝土搅拌机需要正反转运行。其它电机只需要正转运行。水泥制管机驱动电机为电磁调速电机,额定功率为:90kw。其它电机功率分别为:水泥给料皮带与碎石给料皮带:2.2kw,卷扬机:4kw,搅拌机:7.5kw,皮带轮:2.2kw,移动小车2.2kw。机组总装机容量为110.3kw。
2. 水泥制管机组电气控制
2.1 主回路电路
水泥制管机组电气控制的主回路电路如图2所示。机组中有七台电机。料车卷扬机、移动皮带机小车、混凝土搅拌机需要正反转运行。其它电机只需要正转运行。水泥制管机驱动电机为电磁调速电机,额定功率为:90kw。其它电机功率分别为:水泥给料皮带与碎石给料皮带:2.2kw,卷扬机:4kw,搅拌机:7.5kw,皮带轮:2.2kw,移动小车2.2kw。机组总装机容量为110.3kw。
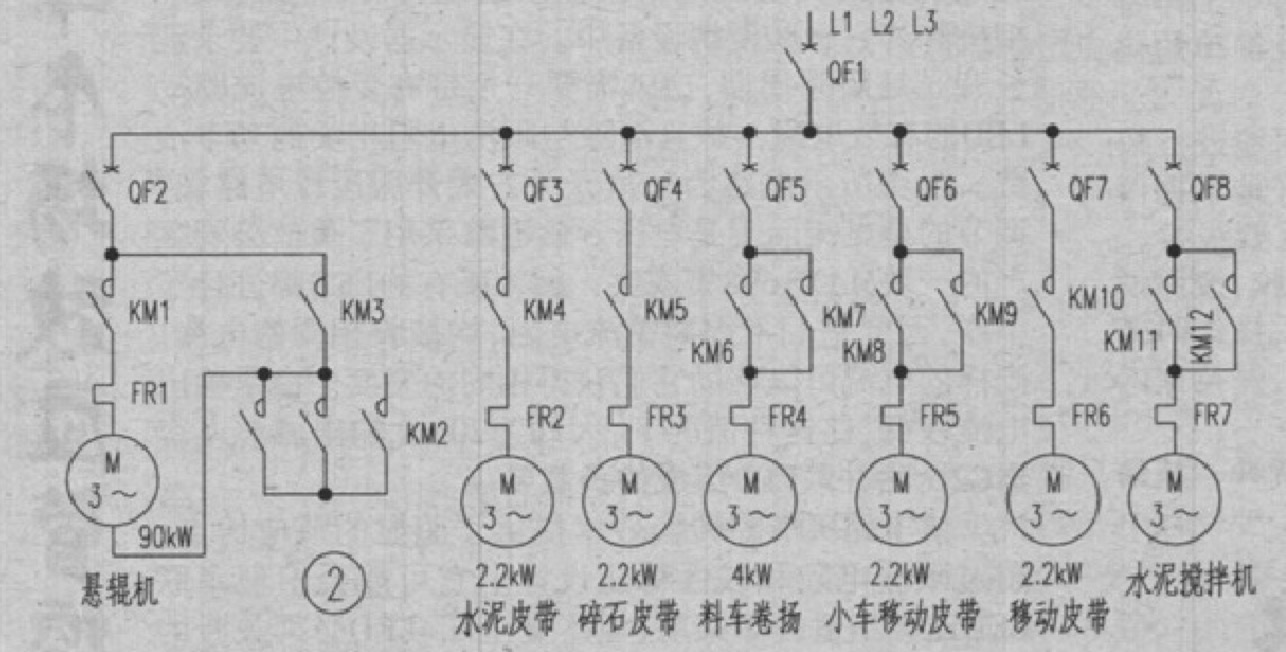
图2中电气元件型号规格如下:断路器:QF1为DZ20Y-400/3300(IN=250A),QF2为DZ20Y-225/3300(IN=160A),QF3、QF4、QF6、QF7为DZ47-D10/3p,DF5为DZ47-D25/3P。接触器:KM1、KM3为CJ20-160(线圈AC220V),KM2为CJ20-100(线圈AC220V)。KM4、KM5、KM6、KM7、KM8、KM9、KM10为CJ20-25(线圈AC220V),KM11、KM12为CJ20-40(线圈AC220V)。热继电器FR1为JR36-160(100-160A),JR2、JR3、JR4、JR5、JR6为JR36-20(4.5-7.2A),JR7为JR36-32(14-22A)。
2.2 控制电路
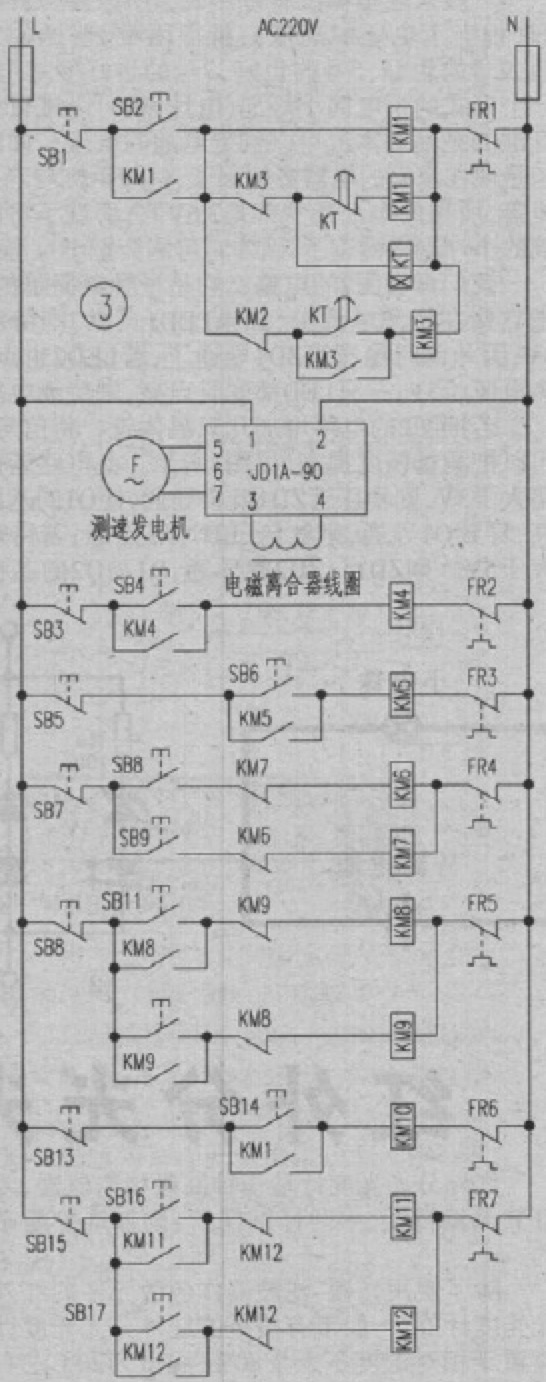
水泥制管机组的电力控制电路如图3所示。电气控制原理描述如下:水泥制管机由90kw电磁调速电机驱动。离合器线圈由电磁调速控制器JD1A-90调压供电,调压调速,带转速负反馈。水泥,碎石给料皮带由按钮控制启/停。上料卷扬机由按钮控制料车上行和下行,接触器吸合后不将启动按钮自锁。因为行程短,加料时间短,才采用手动按钮控制。移动皮带、移动小车、搅拌机均匀由自按钮控制,但带自锁。所有按钮都安装在机旁。所有电机过载保护均由热继电器担负。
水泥制管机组的电力控制电路如图3所示。电气控制原理描述如下:水泥制管机由90kw电磁调速电机驱动。离合器线圈由电磁调速控制器JD1A-90调压供电,调压调速,带转速负反馈。水泥,碎石给料皮带由按钮控制启/停。上料卷扬机由按钮控制料车上行和下行,接触器吸合后不将启动按钮自锁。因为行程短,加料时间短,才采用手动按钮控制。移动皮带、移动小车、搅拌机均匀由自按钮控制,但带自锁。所有按钮都安装在机旁。所有电机过载保护均由热继电器担负。
