
技术资料
立式水泥制管机制管工艺成型关键问题及其解决办法
时间:2016-10-11|阅读:次
1. 进料速度对混凝土管成型的影响
在混凝土管生产过程中,承口靠振动成型,管主体部分主要靠径向挤压成型,在不同的成型阶段,应力应变特点各异,为此,需要研究进料速度、振动强度与主轴制管速度的匹配特性。
由于不同水灰比及骨料颗粒直径对混凝土物理性能影响较大,影响混凝土管成型的全过程,可利用有限元软件LS-DYNA计算混凝土塑形,同时考虑石子孔隙率、砂浆拔开系数等参数变化对模型的影响。在水灰比一定的条件下,分析骨料对混凝土拌合用水量的影响,确定影响混凝土用量。此外,通过将现有立式水泥制管机的挤压头单向旋转改为双向运动,可大大减少其对钢筋骨架的副作用,使得钢筋设计位置更加容易定位。制管机的内壁使用铝镁合金与钢板复合的模壁代替传统的钢制内壁,也能够大大提高管壁的光滑度。
2. 钢筋骨架的回弹作用对制管质量的影响
在不同直径混凝土管的加工过程中,进料速度、插承口振动成型的激振力、径向挤压成型时施加力的大小和挤压辊上升速度等都会影响钢筋骨架受力,进而导致钢筋骨架的回弹力影响混凝土管的加工质量。
立式径向挤压成型过程中,由于采用立式制管以及管子管径小、高度大(高达3.5m以上),在重力作用下将不可避免地导致混凝土管产生沉降变形。随着时间的变化,沉降变形逐渐累积而使得管身沿轴向方向的混凝土密实度不完全一致。此外,挤压时间和挤压辊上升速度、挤压力的大小等也会对制管质量产生影响。在考虑摩擦因素基础上,建立挤压成型物理模型,分析不同主轴转速、上升速度在不同喂料速度下钢筋骨架的应力应变规律。通过优化钢筋混凝土管的内部钢筋骨架,加粗钢筋骨架的纵向和环向钢筋。同时,提升立式径向挤压制管机的定位精度,改进其钢筋骨架防扭定位装置,使得立式径向挤压制管机能够更加稳定的运行。
3. 承口坍塌
成型管承口部分不牢固,在存放过程中容易发生承口坍塌,主要是由于在制管过程中,成型管是瞬间挤压成型的,成型时间短,仅2~3min,故混凝土无法密实紧固地成型而出现承口坍塌。
通过分析承口振动成型机理和工艺,建立振动的拓扑关系,应用牛顿-欧拉法建立轴向振动的动力学方程基本形式,将主动振动激励按照随机波输入到运动方程中,利用过程分析法,对承口单元进行动力历程分析,得到承口单元的轴向位移响应和加速度响应。使用LS-DYNA软件建立承口单元成型的有限元模型,并考虑混凝土参数、工作振幅、振频等对承口单元成型的影响。图1为承口成型过程示意图。承口主要是通过进行左右振动为主,上下振动为辅制管成型。通过仿真承口部分在生产时的运行状态,寻找到最合理的振动频率和方向。
在混凝土管生产过程中,承口靠振动成型,管主体部分主要靠径向挤压成型,在不同的成型阶段,应力应变特点各异,为此,需要研究进料速度、振动强度与主轴制管速度的匹配特性。
由于不同水灰比及骨料颗粒直径对混凝土物理性能影响较大,影响混凝土管成型的全过程,可利用有限元软件LS-DYNA计算混凝土塑形,同时考虑石子孔隙率、砂浆拔开系数等参数变化对模型的影响。在水灰比一定的条件下,分析骨料对混凝土拌合用水量的影响,确定影响混凝土用量。此外,通过将现有立式水泥制管机的挤压头单向旋转改为双向运动,可大大减少其对钢筋骨架的副作用,使得钢筋设计位置更加容易定位。制管机的内壁使用铝镁合金与钢板复合的模壁代替传统的钢制内壁,也能够大大提高管壁的光滑度。
2. 钢筋骨架的回弹作用对制管质量的影响
在不同直径混凝土管的加工过程中,进料速度、插承口振动成型的激振力、径向挤压成型时施加力的大小和挤压辊上升速度等都会影响钢筋骨架受力,进而导致钢筋骨架的回弹力影响混凝土管的加工质量。
立式径向挤压成型过程中,由于采用立式制管以及管子管径小、高度大(高达3.5m以上),在重力作用下将不可避免地导致混凝土管产生沉降变形。随着时间的变化,沉降变形逐渐累积而使得管身沿轴向方向的混凝土密实度不完全一致。此外,挤压时间和挤压辊上升速度、挤压力的大小等也会对制管质量产生影响。在考虑摩擦因素基础上,建立挤压成型物理模型,分析不同主轴转速、上升速度在不同喂料速度下钢筋骨架的应力应变规律。通过优化钢筋混凝土管的内部钢筋骨架,加粗钢筋骨架的纵向和环向钢筋。同时,提升立式径向挤压制管机的定位精度,改进其钢筋骨架防扭定位装置,使得立式径向挤压制管机能够更加稳定的运行。
3. 承口坍塌
成型管承口部分不牢固,在存放过程中容易发生承口坍塌,主要是由于在制管过程中,成型管是瞬间挤压成型的,成型时间短,仅2~3min,故混凝土无法密实紧固地成型而出现承口坍塌。
通过分析承口振动成型机理和工艺,建立振动的拓扑关系,应用牛顿-欧拉法建立轴向振动的动力学方程基本形式,将主动振动激励按照随机波输入到运动方程中,利用过程分析法,对承口单元进行动力历程分析,得到承口单元的轴向位移响应和加速度响应。使用LS-DYNA软件建立承口单元成型的有限元模型,并考虑混凝土参数、工作振幅、振频等对承口单元成型的影响。图1为承口成型过程示意图。承口主要是通过进行左右振动为主,上下振动为辅制管成型。通过仿真承口部分在生产时的运行状态,寻找到最合理的振动频率和方向。
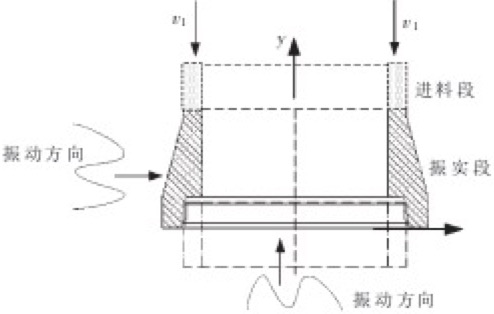
图1 承口成型过程示意图
4. 前景展望
4.1 立式径向挤压制管设备经过近些年的不断发展,取得了很大进步,径向挤压制管工艺的优势逐渐体现出来。相对于传统的芯模振动方式,立式径向挤压制管更能够满足大批量的水泥管生产需求,降低劳动强度为企业节约费用。
4.2 随着经济的发展,立式径向挤压制管机应向着高效率、高度自动化方向发展;在产品质量上,立式径向挤压制管机应逐渐克服现有缺陷,大大提高产品的成品率;在功能上,立式径向挤压制管机应朝着多功能化发展,一台制管机能够制成多种规格的管材,进而大幅度降低制管成本,绿色环保上,制管材料应逐渐走向绿色化、节能化。
4.1 立式径向挤压制管设备经过近些年的不断发展,取得了很大进步,径向挤压制管工艺的优势逐渐体现出来。相对于传统的芯模振动方式,立式径向挤压制管更能够满足大批量的水泥管生产需求,降低劳动强度为企业节约费用。
4.2 随着经济的发展,立式径向挤压制管机应向着高效率、高度自动化方向发展;在产品质量上,立式径向挤压制管机应逐渐克服现有缺陷,大大提高产品的成品率;在功能上,立式径向挤压制管机应朝着多功能化发展,一台制管机能够制成多种规格的管材,进而大幅度降低制管成本,绿色环保上,制管材料应逐渐走向绿色化、节能化。
